![]()
![]()
![]()
Ремонт авто |
Коленчатый вал и маховик
ОСОБЕННОСТИ УСТРОЙСТВАКоленчатый вал - пятиопорный, отлит из чугуна. Поверхности шеек вала закалены токами высокой частоты на глубину 2-3 мм. В заднем конце коленчатого вала выполнено гнездо под передний подшипник ведущего вала коробки передач, по наружному диаметру которого центрируется маховик. Основные размеры коленчатого вала даны на рис. 2-35.
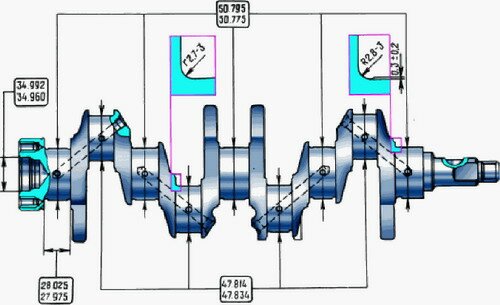
Рис. 2-35. Основные размеры шатунных и коренных шеек коленчатого вала и их галтелей
Шатунные и коренные шейки коленчатого вала соединяются каналами, по которым подводится масло для смазки шатунных подшипников. Технологические выходы каналов закрыты колпачковыми заглушками, которые запрессованы и для надежности зачеканены в трех точках.
Для продления срока службы коленчатого вала предусмотрена возможность перешлифовки шеек коленчатого вала при износе или повреждении их поверхностей. Шлифованием диаметры шеек уменьшаются на 0,25; 0,5; 0,75 и 1,00 мм.
Вкладыши коренных и шатунных подшипников сталеалюминиевые. Верхние вкладыши 1-, 2-, 4- и 5-го коренных подшипников имеют канавку на внутренней поверхности, а нижние без канавки (до 1987 г. нижние вкладыши этих подшипников устанавливались с канавкой). Вкладыши центрального (3-го) коренного подшипника отличаются от остальных большей шириной и отсутствием канавки на внутренней поверхности. Все вкладыши шатунных подшипников без канавок, одинаковые и взаимозаменяемые.
Маховик отливается из чугуна и снабжен стальным зубчатым венцом для пуска двигателя стартером. Маховик устанавливается на коленчатый вал так, чтобы метка (конусообразная лунка около зубчатого венца) - находилась против шатунной шейки 4-го цилиндра. Метка служит для определения ВМТ в первом и четвертом цилиндре.
ОЧИСТКА КАНАЛОВ СИСТЕМЫ СМАЗКИ
Для очистки удалите заглушки каналов. Затем прогоните гнезда заглушек зенкером А. 94016/10, надетым на шпиндель А.94016, тщательно промойте каналы бензином и продуйте сжатым воздухом.
Оправкой А.86010 запрессуйте новые заглушки и для большей надежности зачеканьте каждую заглушку в трех точках керном.
КОРЕННЫЕ И ШАТУННЫЕ ШАЙКИ
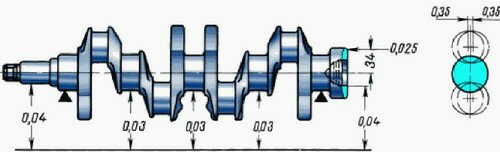
Рис. 2-36. Допустимые биения основных поверхностей коленчатого вала
Проверка. Установите коленчатый вал на две призмы (рис. 2-36) и проверьте индикатором:
- биение коренных шеек; максимально допустимое 0,03 мм;
- биение посадочных поверхностей под звездочку и подшипник первичного вала коробки передач; максимально допустимое 0,04 мм;
- смещение осей шатунных шеек от плоскости, проходящей через оси шатунных и коренных шеек; максимально допустимое ±0,35 мм;
- неперпендикулярность по отношению к оси коленчатого вала торцевой поверхности фланца. При проворачивании вала индикатор, установленный сбоку на расстоянии 34 мм (рис. 2-36) от оси вала, не должен показывать биения более 0,025 мм.
На коренных шатунных шейках и на щеках коленчатого вала трещины не допускаются. Если они обнаружены, замените вал.
На поверхностях коленчатого вала, сопрягаемых с рабочими кромками сальников, не допускаются царапины, забоины и риски.
Измерьте диаметры коренных и шатунных шеек. Шейки следует шлифовать, если их износ больше 0,03 мм или овальность шеек больше 0,03 мм, а также если на шейках есть задиры и риски.
Шлифование шеек. Коренные и шатунные шейки шлифуйте, уменьшая на 0,25 мм так, чтобы получить в зависимости от степени износа, диаметры, соответствующие значения, приведенным в табл. 2-2, 2-3 и радиусы галтелей шеек, как указано на рис. 2-35.
Таблица 2-2.
ДИАМЕТРЫ ШАТУННЫХ ШЕЕК, мм
| Номинальная | Уменьшенные | |||
| 0,25 | 0,50 | 0,75 | 1,0 | |
| 47,814 | 47,564 | 47,314 | 47,064 | 46,814 |
| 47,834 | 47,584 | 47,334 | 47,084 | 46,834 |
ДИАМЕТРЫ КОРЕННЫХ ШЕЕК, мм
| Номинальная | Уменьшенные | |||
| 0,25 | 0,50 | 0,75 | 1,0 | |
| 50,775 | 50,525 | 50,275 | 50,025 | 49,775 |
| 50,795 | 50,545 | 50,295 | 50,045 | 49,795 |
Овальность и конусность коренных и шатунных шеек после шлифования должны быть не более 0,007 мм.
ВКЛАДЫШИ КОРЕННЫХ ПОДШИПНИКОВ
На вкладышах не производите никаких подгоночных операций. При задирах, рисках или отслоении антифрикционного слоя замените вкладыши.
Проверьте зазор между вкладышами и шейками коленчатого вала:
- расположите отрезок калиброванной пластмассовой проволоки на проверяемой шейке;
- установите крышки с коренными вкладышами и затяните крепежные болты крышек моментом 80,4 Н·м (8,2 кгс·м);
- снимите крышки и по величине сплющивания проволоки по шкале упаковки (рис. 2-37) определите величину зазора.
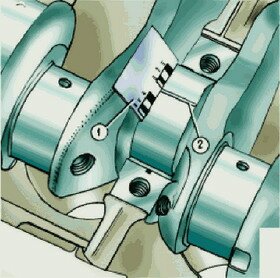
Рис. 2-37. Определение зазора по шкале: 1 - шкала; 2 калиброванная проволока
Зазор между шейками коленчатого вала и вкладышами можно также определить расчетом, измерив диаметры коренных шеек, постелей под вкладыши и толщину вкладышей.
Номинальный расчетный зазор составляет 0,050-0,095 мм. Если он меньше предельного (0,15 мм), то можно снова использовать прежние вкладыши. При зазоре большем предельного замените на этих шейках вкладыши новыми. Если шейки коленчатого вала изношены и шлифуются до ремонтного размера, то замените вкладыши ремонтными (увеличенной толщины, см. табл. 2-4).
Таблица 2-4.
ТОЛЩИНА ВКЛАДЫШЕЙ КОРЕННЫХ ПОДШИПНИКОВ, мм
| Номинальная | Увеличенная (ремонтная) | |||
| 0,25 | 0,50 | 0,75 | 1,0 | |
| 1,824 | 1,949 | 2,074 | 2,199 | 2,324 |
| 1,831 | 1,956 | 1,081 | 2,206 | 2,331 |
Цифры 0,25; 0,50 и т.д. указывают величину уменьшения диаметра шеек коленчатого вала после шлифования.
МАХОВИК
Проверьте состояние зубчатого венца; в случае повреждения зубьев замените маховик.
Поверхности маховика, сопрягаемые с коленчатым валом и с ведомым диском сцепления, должны быть без царапин, задиров и быть совершенно плоскими.
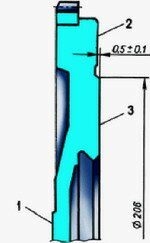
Рис. 2-38. Маховик: 1 - поверхность крепления к фланцу коленчатого вала; 2 - поверхность крепления сцепления; 3 - опорная поверхность ведомого диска сцепления;
Если на рабочей поверхности 3 (рис. 2-38) маховика под ведомый диск сцепления имеются царапины, проточите эту поверхность, снимая слой металла толщиной не более 1 мм. Затем проточите поверхность 2, выдержав размер 0,5±0,1 мм и обеспечивая параллельность поверхностей 2 и 3 относительно поверхности 1. Допускаемая непараллельность, замеренная по крайним точкам поверхностей 2 и 3 не должна превышать 0,1 мм.
Установите маховик на оправку, центрируя его по посадочному отверстию с упором на поверхность 1 (рис. 2-38), проверьте биение плоскостей 3 и 2. В крайних точках индикатор не должен показывать биений, превышающих 0,1 мм.
ПРОВЕРКА ОСЕВОГО ЗАЗОРА КОЛЕНЧАТОГО ВАЛА
Осевое перемещение коленчатого вала ограничено двумя упорными полукольцами, установленными по обе стороны заднего коренного подшипника. С передней стороны подшипника устанавливается сталеалюминиевое полукольцо, а с задней стороны - металлокерамическое (желтого цвета). Полукольца изготавливаются нормальной толщины (2,310-2,360 мм) и увеличенной (2,437-2,487 мм).
Осевой зазор между упорными полукольцами и упорными поверхностями коленчатого вала проверяется так:
- установите индикатор на магнитной подставке и вставьте концы двух отверток, как показано на рис. 2-39;
- переместите вал отвертками и проверьте по индикатору осевой зазор, который должен быть в пределах 0,06-0,26 мм.
Если зазор превышает максимально допустимый 0,35 мм, зммените упорные полукольца другими, увеличенными на 0,127 мм.
Примечание. Осевой зазор коленчатого вала можно проверять также на двигателе, установленном на I автомобиле, с помощью приспособления 67.8701.9510. I При этом осевое перемещение коленчатого вала I создается нажатием и отпусканием педали сцепления, I а величина осевого зазора определяется по I перемещению переднего конца коленчатого вала.
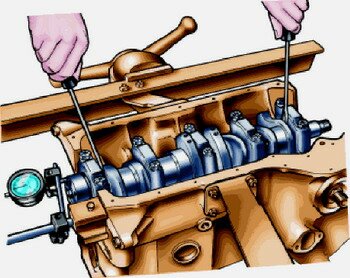
Рис. 2-39. Проверка осевого зазора коленчатого вала
Интересное |
|
| © 2009 Студия «Vip» Использование материалов c сайта разрешается только при наличии письменного разрешения и гиперссылки Все про ремонт акпп авто. |